
Насамперед слід зазначити, що мастило є найсильнішим засобом для збільшення технічного ресурсу та довговічності сталевих канатів. Експериментально однозначно доведено, що в роботі на блоках довговічність (число циклів до норм браковки) сухого каната становить лише 15-20% від довговічності змащеного каната, тобто мастило збільшує технічний ресурс каната в 5-6 разів. Тому, крім особливих випадків застосування, мастило сталевих канатів абсолютно необхідне.
Канатне мастило виконує такі функції:
- зменшує внутрішнє тертя та знос дротів у канаті;
- зменшує тертя та знос у контакті пари канат-блок;
- захищає канат від корозії.
Канатні мастила поділяються на три групи:
- Технологічні, що вносяться в канат під час його виготовлення.
- Експлуатаційні для повторного мастила каната в процесі експлуатації.
- Змащення для просочення органічних сердечників.
Технологічні мастила мають густу консистенцію, температуру краплепадіння 70- 80 °С і вносяться в канат при температурі 100-140 ºС або струминно в конус звивки дротів, або протяжкою каната крізь ванну з розігрітим мастилом, або поєднанням цих двох технологічних прийомів. Деякі експлуатаційні мастила рідкі і наносяться на канат при кімнатній температурі, інші мастила вимагають нагрівання до 80-100 °С.
На практиці вироблено таку класифікацію:
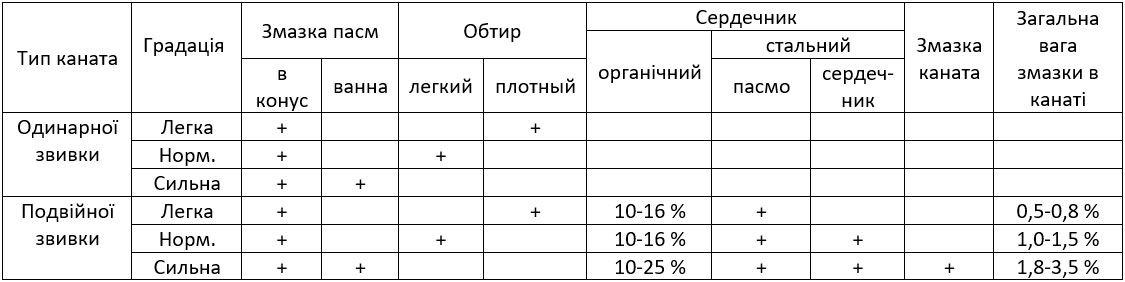
- Канат сухий - канат без мастила, органічний сердечник містить не більше 7% екстрагуючих речовин, при звиванні пасм та каната допускається введення в конус звивки крапельним способом мінімально необхідної кількості масел, після звивання пасма, сердечник і канат проходять крізь щільний обтир.
- Канат легко змащений - мастило в конус звивки дротів, пасма і канат проходять крізь щільний обтир, на канаті тонка плівка мастила.
- Канат нормально змащений - мастило в конус звивки дротів і пасм, пасма і канат проходять крізь легкий обтир, сердечник легко змащений, просочення органічного сердечника не більше 16% без візуального просочення, на канаті тонкий шар мастила, загальна кількість мастила в канаті 1,0-1,5% від ваги каната.
- Канат сильно змащений - мастило в конус звивки дротів і пасм, канат проходить крізь ванну з мастилом, обтир легкий, сердечник сильно змащений, органічний сердечник змащений від 16 до 25%, зазори між пасмами заповнені мастилом, на поверхні каната товстий шар, загальна кількість мастила в канаті 18-35% від ваги каната.
Примітка. Зайва кількість мастила в канаті також шкідлива, як і її недолік. При товстому шарі мастила на поверхні осідають пил і бруд, утворюється щільна оболонка – канат візуально виглядає як стрижень – усередині закривається волога та канат кородує під мастилом. Крім того, занадте змащення забруднює обладнання. Мастила в канаті має бути ні багато, ні мало!
Реалізація зазначеної градації ступеня змазаності каната в технологічному аспекті показана в табл. 2.3.
Як правило, канатні мастила мають багатокомпозитний склад, але їх розрізняють по основному інгредієнту:
- Мастила на бітумній основі.
- Мастила на основі мінеральних або синтетичних масел.
- Мастила на основі тваринних жирів, вазеліну.
Найширше застосування отримали мастила на основі мінеральних масел, що поєднують у собі властивості мастила та захисту від корозії.
Технологічні операції змащення канатів
Таблиця 2.3
Залежно від значення канатів слід дотримуватися наступних загальних рекомендацій:
- Для канатів стоячого такелажу, анкерних, офшорних та інших аналогічного призначення слід застосовувати мастила на бітумній основі, перевагою яких є висока адгезія до поверхні каната та стійкість до дії води.
- Для кранових та інших канатів, що працюють на блоках, застосовуються мастила на основі мінеральних або синтетичних масел, тваринних жирів та вазеліну.
- Для канатів, що працюють на шківах тертя, наприклад, на шахтних установках система Kene, застосовуються спеціальні фрикційні мастила, що забезпечують коефіцієнт тертя в контакті каната з футеровкою шківа на рівні 0,3-0,4. ГОСТ 3241 наказує застосування технологічних мастил за нормативно-технічною документацією, а на вимогу споживача мастила Торсіол 55 по ГОСТ 20458. На вітчизняних канатних заводах широке застосування одержала мастило Торсіол 35 для канатів загального призначення.







