
Прежде всего следует отметить, смазка является самым сильным средством для увеличения технического ресурса и долговечности стальных канатов. Экспериментально однозначно доказано, что при работе на блоках долговечность (число циклов до норм браковки) сухого каната составляет всего 15-20% от долговечности смазанного каната, т.е. смазка увеличивает технический ресурс каната в 5-6 раз. Поэтому, кроме особых случаев применения, смазка стальных канатов совершенно необходима.
Канатная смазка выполняет следующие функции:
- уменьшает внутреннее трение и износ проволок в канате;
- уменьшает трение и износ в контакте пары канат-блок;
- защищает канат от коррозии.
Канатные смазки делятся на три группы:
- Технологические, вносимые в канат при его изготовлении.
- Эксплуатационные для повторной смазки каната в процессе эксплуатации.
- Смазки для пропитки органических сердечников.
Технологические смазки имеют густую консистенцию, температуру каплепадения 70- 80 °С и вносятся в канат при температуре 100-140 ºС либо струйно в конус свивки проволок, либо протяжкой каната сквозь ванну с разогретой смазкой, либо сочетанием этих двух технологических приемов. Некоторые эксплуатационные смазки жидкие и наносятся на канат при комнатной температуре, другие смазки требуют нагрева до 80-100 °С.
Относительно количества смазки в канате стандарты ГОСТ и EN нормативы не устанавливают.
На практике выработана такая классификация:
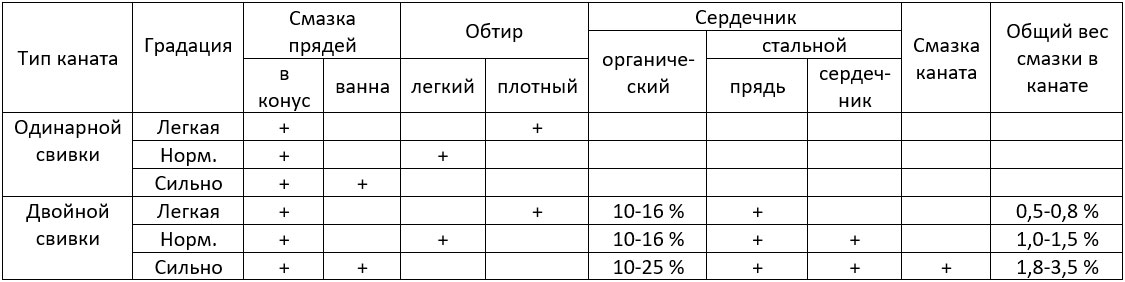
- Канат сухой – канат без смазки, органический сердечник содержит не более 7% экстрагирующих веществ, при свивке прядей и каната допускается введение в конус свивки капельным способом минимально необходимого количества масел, после свивки пряди, сердечник и канат проходят сквозь плотный обтир.
- Канат легко смазан – смазка в конус свивки проволок, пряди и канат проходят сквозь плотный обтир, на канате тонкая пленка смазки.
- Канат нормально смазан – смазка в конус свивки проволок и прядей, пряди и канат проходят сквозь легкий обтир, сердечник легко смазан, пропитка органического сердечника не более 16% без визуально наблюдаемой пропитки, на канате тонкий слой смазки, общее количество смазки в канате 1,0-1,5% от веса каната.
- Канат сильно смазан – смазка в конус свивки проволок и прядей, канат проходит сквозь ванну со смазкой, обтир легкий, сердечник сильно смазан, органический сердечник смазан от 16 до 25%, зазоры между прядями заполнены смазкой, на поверхности каната толстый слой смазки, общее количество смазки в канате 1,8-3,5% от веса каната.
Замечание. Излишнее количество смазки в канате также вредно, как и eё недостаток. При толстом слое смазки на поверхности оседают пыль и грязь, образуется плотная оболочка - канат визуально выглядит как стержень - внутри закрывается влага и канат корродирует под смазкой. Кроме того, обильная смазка загрязняет оборудование. Смазки в канате должно быть ни много, ни мало!
Реализация указанной градации степени смазанности каната в технологическом аспекте показана в табл. 2.3.
Как правило, канатные смазки имеют многокомпозитный состав, но их различают по основному ингредиенту:
- Смазки на битумной основе.
- Смазки на основе минеральных или синтетических масел.
- Смазки на основе животных жиров, вазелина.
Самое широкое применение получили смазки на основе минеральных масел, сочетающие в себе свойства смазки и защиты от коррозии.
Технологические операции смазки канатов
Таблица 2.3
В зависимости от на значения канатов следует соблюдать следующие общие рекомендации:
- Для канатов стоячего такелажа, анкерных, офшорных и других аналогичного назначения следует применять смазки на битумной основе, преимуществом которых является высокая адгезия к поверхности каната и устойчивость к действию воды.
- Для крановых и других канатов, работающих на блоках, применяются смазки на основе минеральных или синтетических масел, животных жиров и вазелина.
- Для канатов, работающих на шкивах трения, например на шахтных установках система Kene, применяются специальные фрикционные смазки, обеспечивающие коэффициент трения в контакте каната с футеровкой шкива на уровне 0,3-0,4. ГОСТ 3241 предписывает применение технологических смазок по нормативно-технической документации, а по требованию потребителя смазки Торсиол 55 по ГОСТ 20458. На отечественных канатных заводах широкое применение получила смазка Торсиол 35 для канатов общего назначения.







